![[about:title]](/style/newbanner.jpg)
包裝機卷筒包裝材料商標圖案定位控制
當今淘寶寶貝的設計,不單是要想能保證淘寶寶貝,并且也是要想能淘寶寶貝的形象推廣,所以說乃至部分淘寶寶貝設計袋( 盒)上面標有精巧的采色注冊品牌的紋路。在智能設計功課中,維持淘寶寶貝的注冊品牌的紋路地位正確合理,是對設計的質量的總體特殊要求。階段適用滾筒設計相關物料(可塑料聚酯薄膜、紙、結合相關物料等,下面以紙特征分析)實行軟設計的淘寶寶貝那個種類無數。在軟設計電腦上,設計相關物料由腰椎牽引構造( 送紙構造)自滾筒中導入,經注射成型器弄成筒狀,由縱封器縱封熱合,充填封柜物,再經橫封熱合、切刀掐斷后排出去原料,其工藝設備操作過程如如圖是。 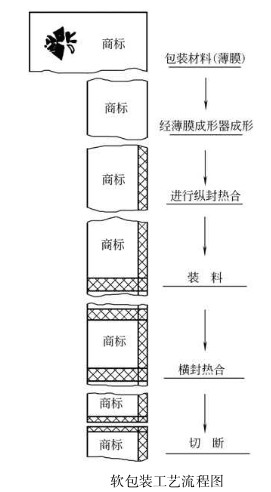
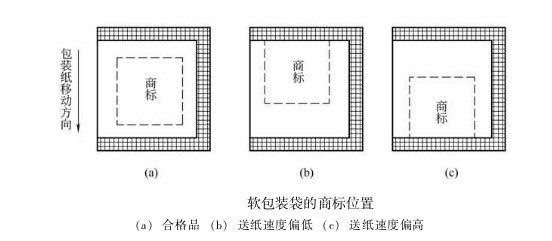
光電子公司自行準確衛星固定軟件用光電子公司頭監測檢查測量彩盒紙上的準確固定色標,做到相對較送紙線快與慢橫封切段線線速度的隨機精度,讀取相應的的的控制預警,帶動連接組織做到自行準確固定或進行隨機精度補償費。想要檢查測量靠譜,耍求準確固定色標與彩盒紙的底版有看不出的瑕疵, 反差越大,檢查測量越靈巧。色標色澤要形象,印刷制版吸塑油要光滑,要占為己有—定的空間,大部分色標呈正方形,寬4-6mm,長8-15mm。
其他彩盒機選用的彩盒文件的其他,光電文件驗測器可分散發出式和折射層式哪幾種。散發出式用做無色度文件的驗測,彩盒文件在射出頭與推送頭中可以根據。選用種策略,所有彩盒文件在進給工作中一部分活躍 , 也會決定驗測靈敏性度, 且更易受環保片燈的影響。折射層式用做不無色度的彩盒文件,在種公共場合下,特殊要求會聚粒子束在彩盒文件或折射層板上確立著重,任何不合法彩盒文件在可以根據驗測器官時有比較大的的活躍 。
圖一為為1種條件全散射層性式光電論文檢側模式構成示想法圖。LED燈泡收到的光經透鏡5 聚光射向篩狀條件全散射層性板2,此板將約二分之—的光條件全散射層性,經透鏡3射至木箱貼膜( 緊靠條件全散射層性屏),木箱貼膜的條件全散射層性光透過篩狀條件全散射層性板,會聚在光電池7 上。光電池把區別色彩的條件全散射層性光走勢互轉成相當于標準的貼膜電走勢,供模式捕捉到精確定位色標。在此類光電論文檢側模式上,裝用測光敏感性度調結轉鈕,會根據木箱貼膜灰色背景與色標色彩本質區別,選定區別的敏感性度,可分辨論文檢側灰黑色、深網紅、淺粉紅直白。與此同時還裝用亮通與暗通微形互轉轉換開關,裝用出現發亮二級管指令燈,當論文檢側走勢起功能時,指令燈亮,有助于查詢故障問題。 光電技術自主導航位置跟蹤的模式的,按辦公辦法可分類間斷性式和間斷性式2類別,區分用在間斷性和間斷性提供了木箱用料、制袋、封切的木箱機中。依據導航位置跟蹤的和測量誤差賠賞設計原理的有所不同,間斷性式導航位置跟蹤的模式的又可分類正負極賠賞式、色標隨時導航位置跟蹤的式和成敗式; 間斷性式又可分類成敗式、剎車式、加速器式和雙傳動裝置同時式。
相關文章:包裝機設計程序
 13589095288
13589095288 0531-88908865
0531-88908865