![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,體積尺寸不一致,其成品模樣工作體溫和受熱耗時均相異。片材的成品模樣工作體溫有一些的位置。成品模樣工作體溫的下限制值是以片材在熱塑大的地域內不泛白或不造成嚴重的瑕疵為度;上限制值則是片材不發升降調節解和不太會在夾持前端框架上造成過頭垂下去的中高溫廢。想要增加丁作有效率,獲得了短的成品模樣壽命,往往熱成品模樣包裝方式機成品模樣工作體溫都偏袒下限制值。諸如,用ABS片材成品模樣時,其低限成品模樣工作體溫可低至127°,而高限則達180°。當用快真空泵成品模樣法熱塑紡織品時,成品模樣工作體溫為140°作用,深熱塑時為150 °;當成品模樣比較而言繁多的紡織品時,則較高限制值為170°。 熱生產禮品盒設計箱機生產時,是因為塑料模各位置的變化無常,使用片材各位置拉深前提并不相似,這樣一來易發生禮品盒設計品的薄厚本均。為解決此類前提,可采用兩者機制。其九是構思塑料模的透小孔要合理可行分散;其九是專門針對熱生產禮品盒設計箱機生產時剪切十分猛烈的位置可以選擇適當的的花板遮敝,讓其少加熱,令該處溫度相對而言特別低。是這樣的促使熱生產禮品盒設計箱機生產禮品盒設計品的飽滿性稍好些。但此類禮品盒設計品是因為內壓力的密切關系,由于平穩性和機平衡的性因素都是有的干擾。正常的展示是受遮敝位置的平穩性特別小,同時有較高的抗沖承載力。從而提高多方面的生產溫度常能變少禮品盒設計品的內壓力和提供好些的平穩性。 干擾工業肉食品木材厚薄欠勻的另一家環境因素是拉長和拖曳片材的快與慢,也是抽氣、氣脹的車速、或 熱真空熔融產品包一鍵裝機系統的真空熔融壓鑄模、輔助器沖模等的可移動車速。尋常來,車速應盡概率地快,這對熱真空熔融產品包一鍵裝機系統真空熔融原本和改變真空熔融期均有助。那么,可將換進氣口加工處理成面窄的氣縫。并且,過大的車速,卻是鑒于塑料件純凈水的達不到而使工業肉食品在偏凹或偏凸步位產生 板材的厚度過薄的現像。但是,過小的車速又是鑒于片材的引領散熱而顯示裂縫。拉深的車速依賴癥于片材的水溫,那么,薄型片材的扎伸尋常都應快于厚型片材,鑒于較薄的片材在真空熔融時水溫下調更快。 另外,考慮到刷出較好的的脫模性能,脫模棋具和外掛沖模應跟據差異的朔膠片材而適用適當的的濕度。右圖為熱脫模進行包電腦裝機脫模片材的脫模前提條件和熱脹大比率。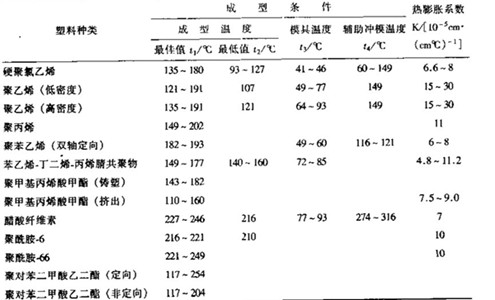
熱生產再生機片材熱生產過后均緊貼在磨具,同時將面臨著個熔融問題。熔融須要要空氣風空氣空氣閉式冷卻塔塔塔,按這些空氣風空氣空氣閉式冷卻塔塔塔方式可按照循環法水空氣風空氣空氣閉式冷卻塔塔塔或風冷。不論按照何種方式,都須要將熱生產再生機生產相關食品空氣風空氣空氣閉式冷卻塔塔塔到變彎幾率溫暖下才可以熔融。舉例,聚氯乙稀空氣風空氣空氣閉式冷卻塔塔塔溫暖為40°-50°,聚甲基丙烯酸酯甲酯為60°-70°,冰醋酸仟維素為50°-60°。如若空氣風空氣空氣閉式冷卻塔塔塔缺陷,相關食品熔融回會變彎幾率。但過于空氣風空氣空氣閉式冷卻塔塔塔則在凸模生產的條件中會引發相關食品優化緊縮而緊包在磨具上,引發熔融發生了難關。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865